LẬP TRÌNH VỚI MASTERCAM
February 10, 2012Lập trình gia công tiện ( Lathe) với MasterCam X.
Chuẩn bị công nghệ.
Đọc bản vẽ, phân tích các nguyên công và chuẩn bị chế độ công nghệ cần có.- Vẽ lại bản vẽ bằng những phần mềm tiện ích ( Auto Cad, MasterCam, Inventer, SolidWork, TopSolid…
- Xuất bản vẽ ra những định dạng trung gian Ví dụ . IGS, IGES ( thường dung), SAT, STP…
- Phần mềm MasterCam X.
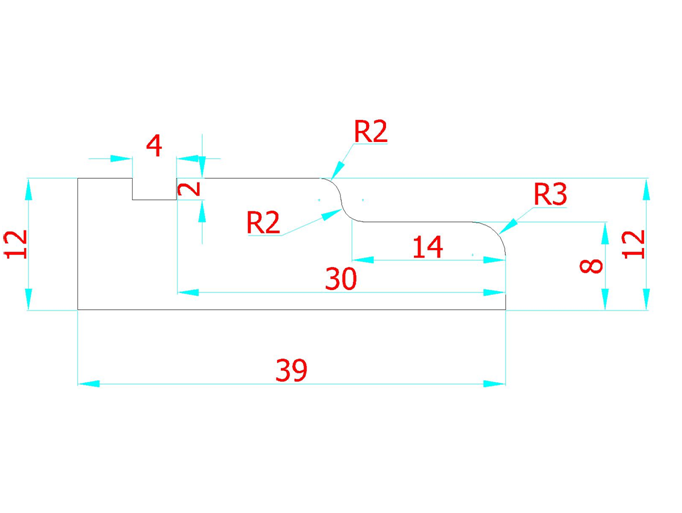
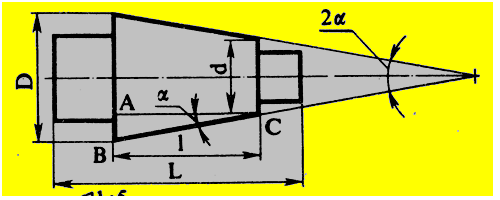
- Các bước và phân tích trong quá trình thực hiện lập trình với ví dụ cụ thể sau đấy. Chúng ta thực hiện gia công với bản vẽ như sau:
 Chú ý!
Chú ý!Khi bạn thực hiện bản vẽ, các bạn sẽ cố gắng chọn luôn gốc chương trình luôn để khỉ thực hiện trong MasterCam chúng ta không phải di chuyển về gốc ( Xfom Transle..)
Chúng ta sẽ chia gia công chi tiết trên thành ba Nguyên Công như sau:
- Tiện thô contuar theo biên dạng chi tiết.
Nguyên Công 2 Tiện Tinh contuar theo biên dạng chi tiết.
Tiện Rãnh 4x2.
Khởi động MasterCamX
 Nhấn vào nút Open. Cửa sổ Open File hiện ra
Nhấn vào nút Open. Cửa sổ Open File hiện ra
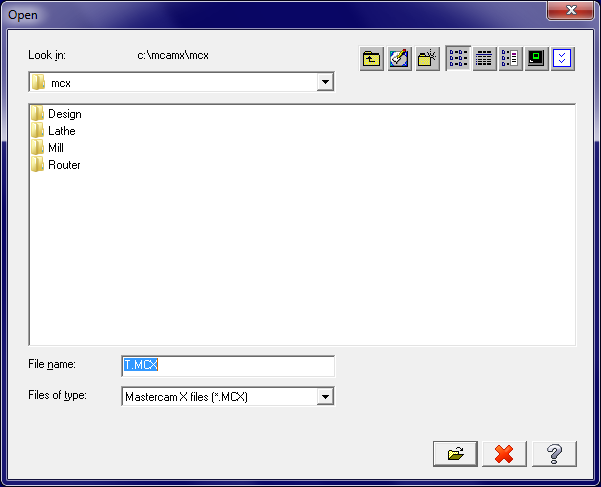
Kích chuột vào Files of type: Chọn định dang *.dwg
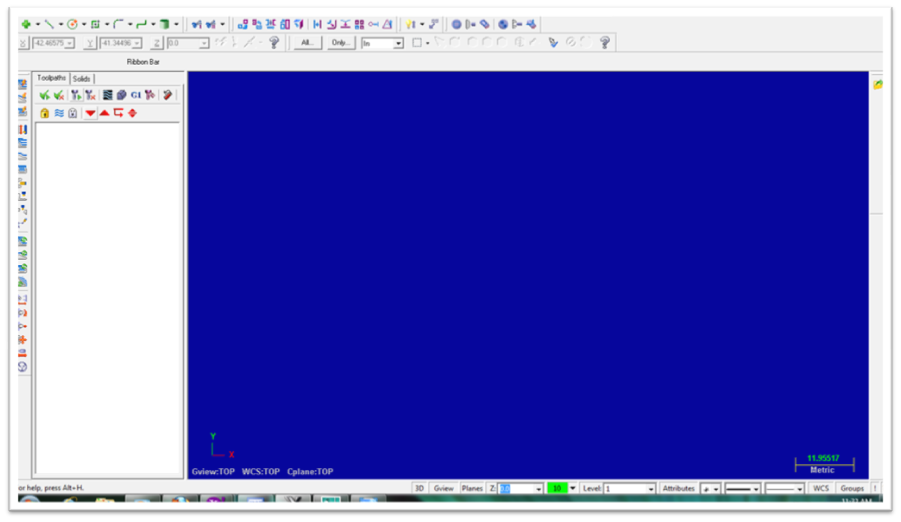
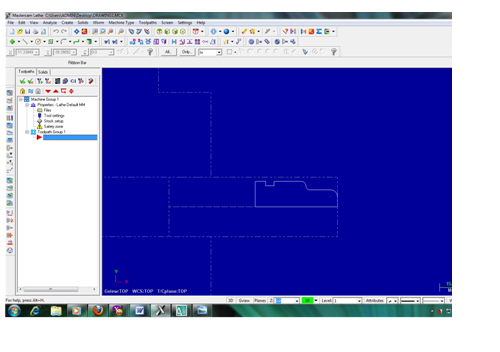
File Cad sẽ được mở ra như hình vẽ sau:
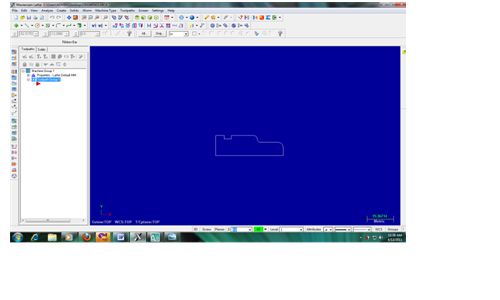
Như chú ý của tôi các bạn khi thể hiện bản vẽ chọn gốc chương trình trùng với gốc (0,0) của autocad ( các bạn xem them file autocad) thì đến đây chúng ta không cần phải di chuyển chi tiết về gốc 0,0 trong MasterCam nữa.
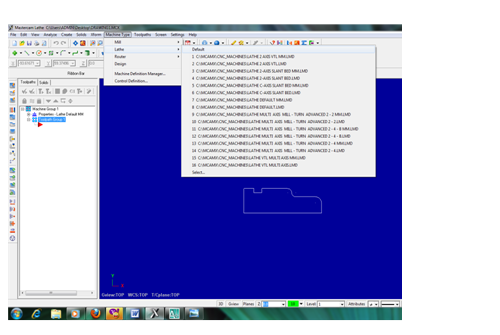
Trên menu Machine Type/Lathe/Default như hình vẽ sau :
Chúng ta đã chọn máy, và chi tiết xong tiếp theo sẽ set phôi (stock). Để nhanh chọn trên luôn trên Properties ở Operations bar. Nếu chúng ta có sẵn thư viện vật liệu hảy vào Tool Settings để set phôi, vật liệu … nhưng nếu không sẵn có thư viện này có thể vào luôn Stock Setup, cửa sổ dung để set phôi sẽ hiện ra như sau:
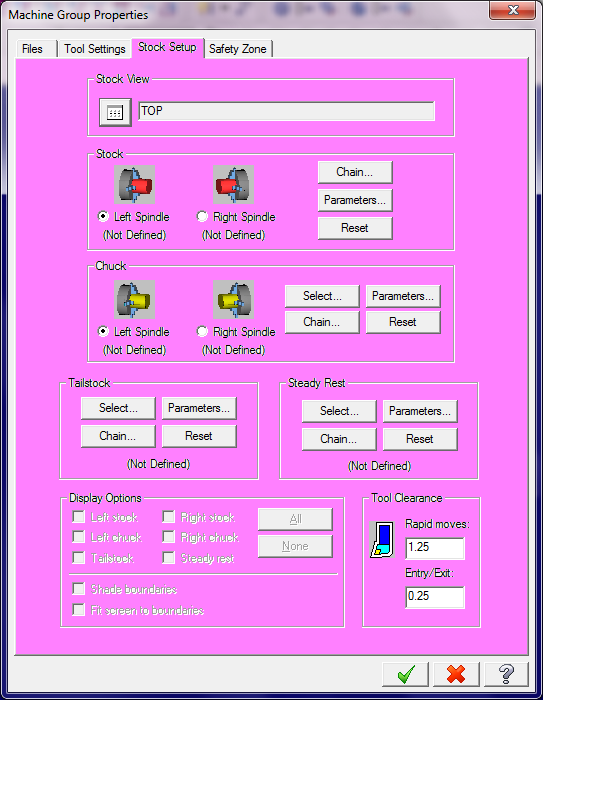
Stock setup: Set phôi ( Stock) và set mâm cặp ( chuck- cái này không quan trọng lắm).
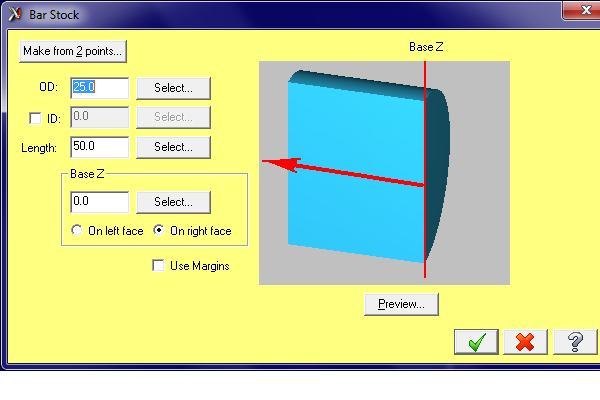
OD: Set đường kính phôi và ở đây tôi chọn phôi 28 mm, chiều dài phôi ( lengh) chọn 80( cái này cũng không thực sự quan trọng lắm, vì cấp phôi chúng ta thường thực hiện bằng tay, nên khi set chiều dài phôi các bạn chú ý sao cho phôi lớn hơn thành phẩm là được) Nhân Apply ( enter).
Sau đó set mâm cặp ( Chuck) chúng ta cũng chọn vào Parameters…
Cửa sổ Parameters của chuck hiện ra như sau:
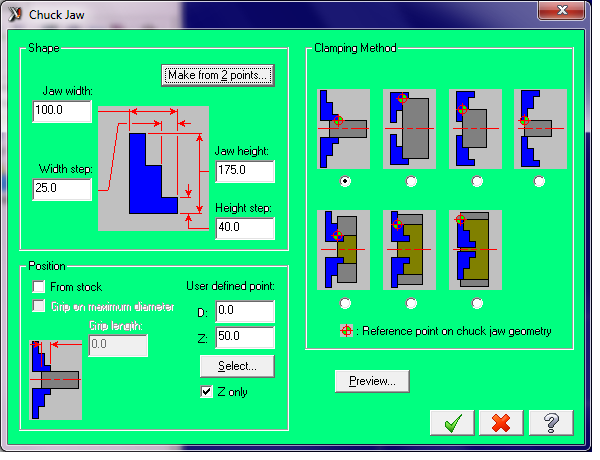
Có hai cách set: hoặc chúng ta set D = Dphoi được set từ trước đó, và Z là chiều dài đc cặp trên mâm cặp ( Z âm). Hoặc chúng ta set nhanh chọn vào From Stock, để chọn luôn và nhập vào giá trị Grip Lengh bằng chiều dài mà chúng ta cặp phôi ( Số dương) giả sử tôi chọn = 20.
! Đây là những thông số c tạo ảo, không có giá trị thực với máy set phôi bằng tay, tức là gá lắp phôi bằng tay, những máy trung tâm tiện thay phôi tự động thì những số này cần hết sức chính xác và thông thường set theo cách 1.
Apply hai lần và chúng ta có kết quả như sau
Chúng ta đã xong phần set phôi, sau đây tôi hướng dẫn chúng ta thực hiện lập trình gia công cho từng nguyên công như đã được lập phần trên.
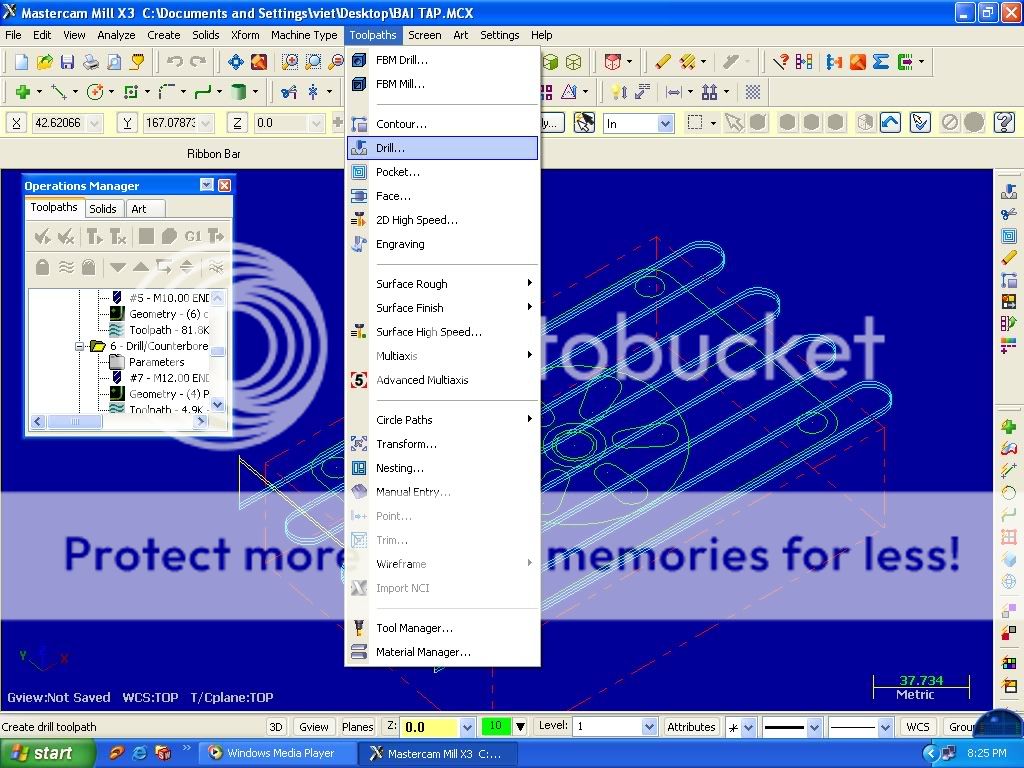
Nguyên công 1: Gia công thô. Click chuột phải lên Operations Bar or kích chuột toolpaths chọn Lathe Rough Toolpath hiện ra của sổ Chaning
|
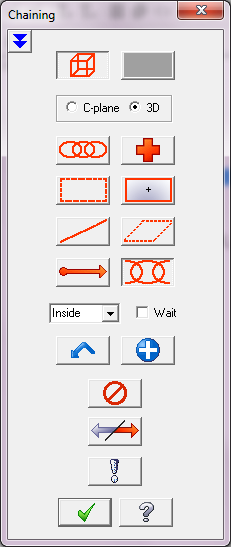

Hiện ra bảng sau
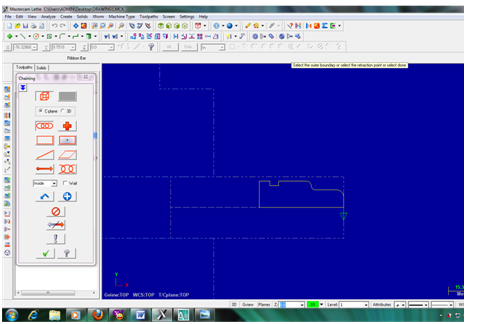
Nếu chiều mũi tên mầu xanh hiển thị như vùng khoanh tròn màu đen thì chúng ta kích chuột để đào chiều ở khoanh tròn màu đỏ, còn nếu chiều ngược lại thì thôi.
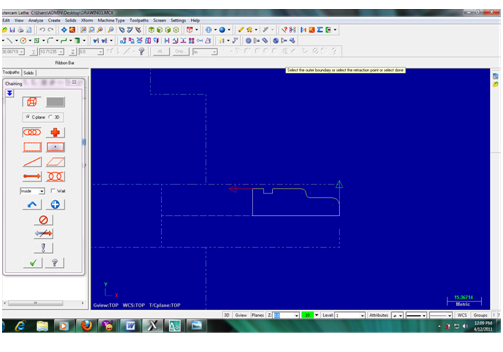
![]()
Chúng ta kích chuột từ mũi tên màu xanh đến mũi tên màu đỏ. Nhấn apply
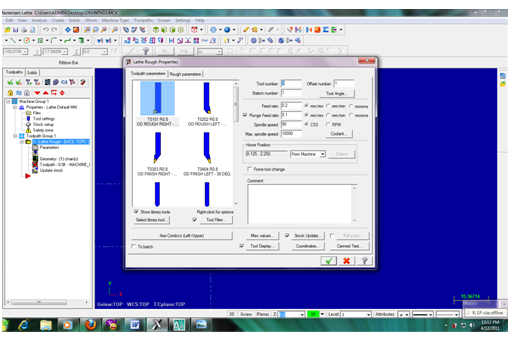
Bảng được hiện ra là bảng Parameters điều khiển các thông số như: Số dao - Number tools (T), tốc độ trục chính(S), F Lượng chạy dao, chiều sâu cắt ( depth)… ở tut này tôi chỉ xin giới thiệu những lựa chọn thích hợp với chương trình tôi cần gia công.
Ở thẻ thứ nhất Toolpaths Parameters: Các bạn chọn các thông số sau
Số dao, tốc độ trục chính, F tốc độ chạy dao: Các thông số các bạn tham khảo như hình vẽ sau :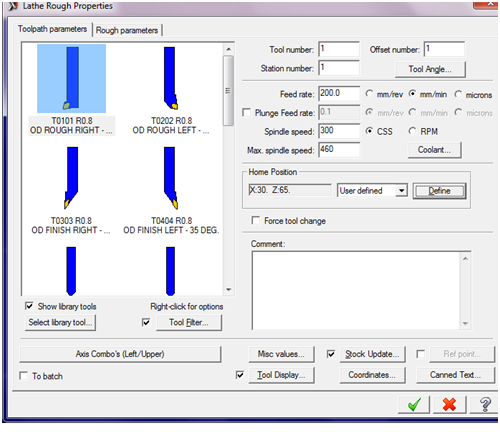
Thẻ Rough Parameters Các bạn hiệu chỉnh các thông số về lượng ăn dao, chiều sâu lát cắt..
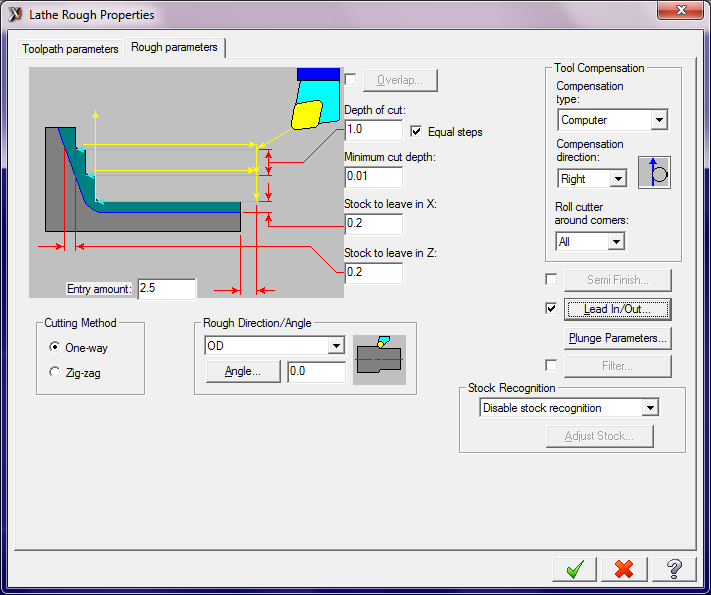
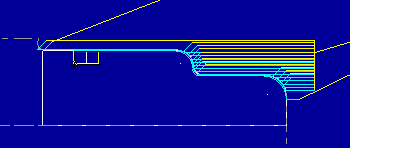
Nhấn apply để chạy mô phỏng.
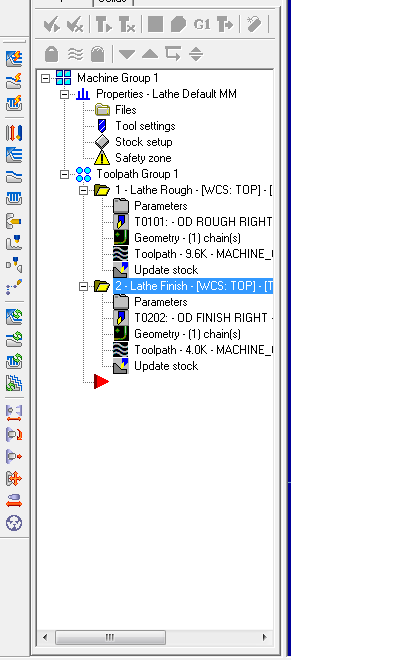
Nguyên công 2 Gia công tinh
Tương tự như nguyên công thô các bạn chọn Toolpaths/Lathe Finish toolpaths hoặc kích chuột phải lên Operations bar chọn Lathe toolpaths chọn Finish bạn cũng chọn chaining như ở tiện thô . Bảng chế độ lien quan đến gia công tinh sẽ được hiện trong bảng như sau: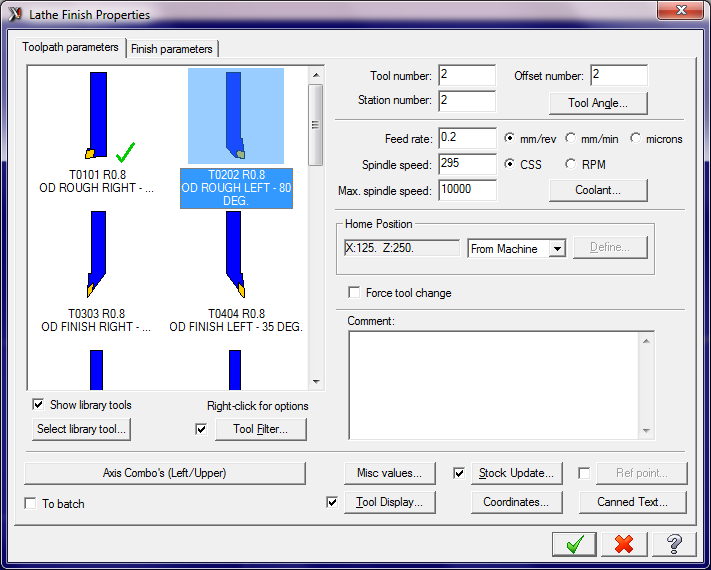
Cũng tương tự như ở tiện thô, tiện tinh cũng có hai thẻ : Thẻ Toolpaths Parameters và Thẻ Finish parameters
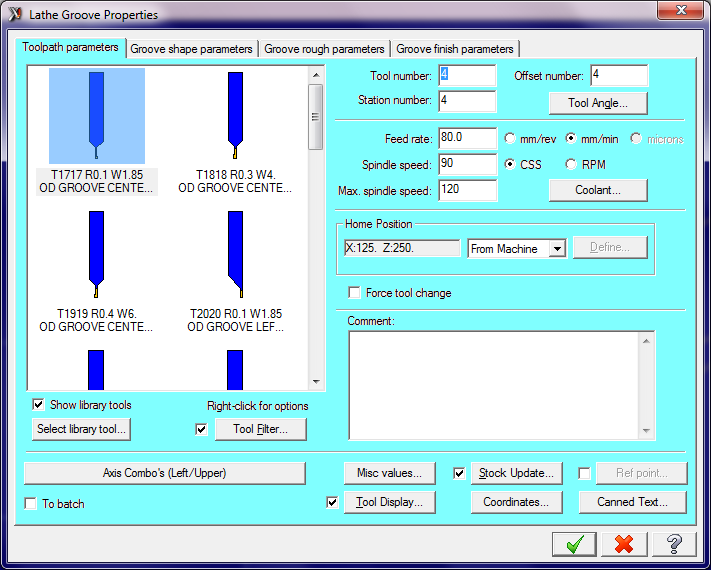
Gia công rãnh
Chọn Toolpaths / Lathe Groove toolpaths
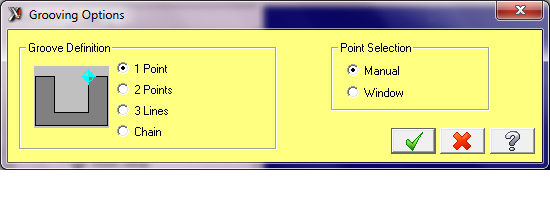
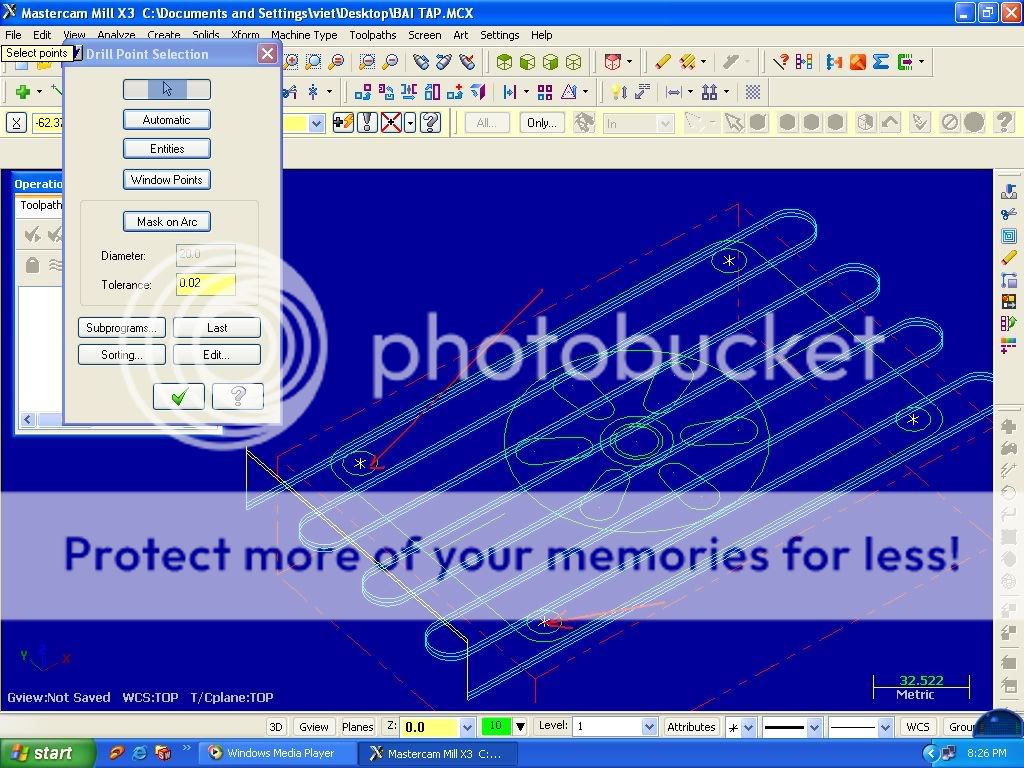
Nhấn 2Point để chọn hai điểm theo biên dạng rãnh.nhấn apply -> tick chuột theo hai điểm như hướng dẫn sau:
Sau khi chọn 2 điểm chúng ta nhấn Enter xác nhận quá trình tiện rãnh ( Groove)
Điền vào các thông số công nghệ ( các lựa chọn các bạn tham khảo thêm tài liệu MasterCam X Lathe có trên mạng, với kinh nghiêm tôi chọn những thông số như trên là vừa đủ phù hợp với máy CNC tôi hiện đang sử dụng
Nhấn apply tất cả các chương trình để xác nhận các nguyên công
Chạy mô phỏng và Post sang code G.
! Chú ý : Các bạn chọn gia công trong mặt phẳng XOZ và mặt phẳng làm việc ở thanh công cụ phía dưới . Chọn Planes chọ D,Z

! khi thực hiện gia công các bạn nên chọn quick rough để nó phân tích biên dạng gia công, nếu bạn chọn Rough như trên nó sẽ xảy ra trường hợp lao dao vào lượng gia công mặc định 2mm có thể gây hỏng dao, bạn nên chọn quick để quá trình gia công chúng ta bóc tách từng lớp kim loại theo đúng chiều sâu lát cắt kim loại chúng ta thực hiện.
( Còn tiếp )
.jpg)
.bmp)