Lập trình Tiện

Bài viết này sẽ giới thiệu cho bạn quy trình thiết kế gia công tiện lập trình bằng MasterCam và đi vào thực tế trên máy tiện CNC HITACHI SYSTEM 3T.
- Dạng sản phẩm: Bánh cán tole sóng tròn.
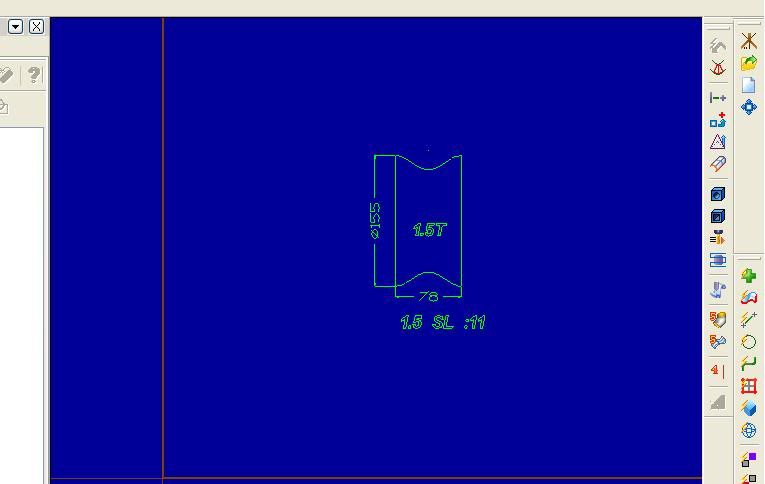
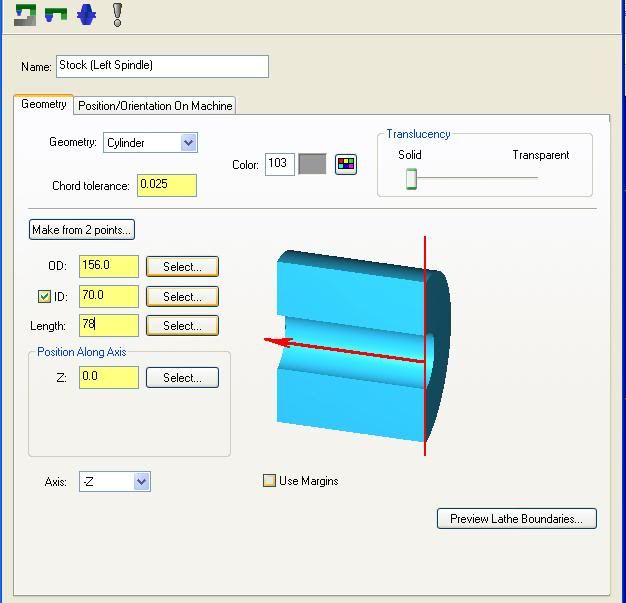
- Kích thước phôi :156×78 chiều dày chuẩn.
- Gia công bằng 2 loại dao tâm một loại 55 độ(thô) và một loại 35 độ (tinh).

Phôi thường dung cho bánh cán tole là thép C45
Kích thước phôi thường được chọn tuỳ thuộc chất lượng,hình dáng phôi.Ở đây phôi có kích thước như sau :
Dày : 78mm (chuẩn)
Đường kính phôi: 156mm
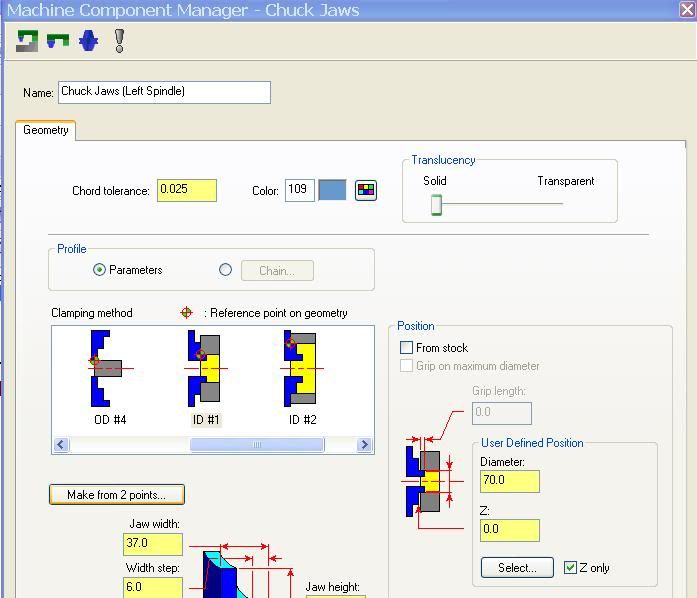
Lỗ: đường kính 70
2. Yêu cầu về độ chính xác.
Dung sai cho phép 0.2mm
3.Tiến hành lập trình gia công trên MasterCam X3:
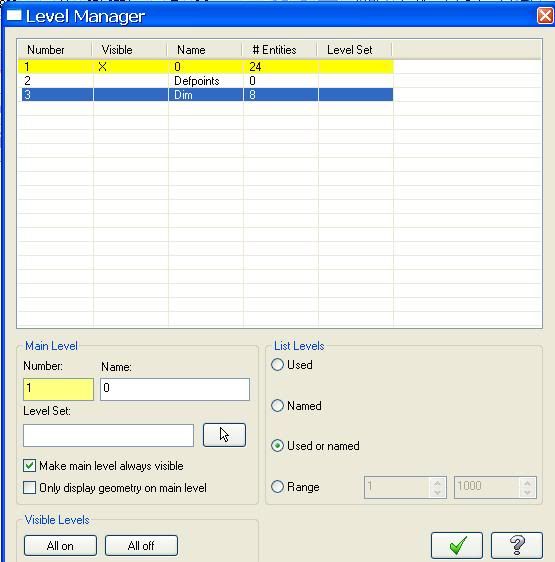
Khởi động MX và mở file bản vẽ của chi tiết: .dwg


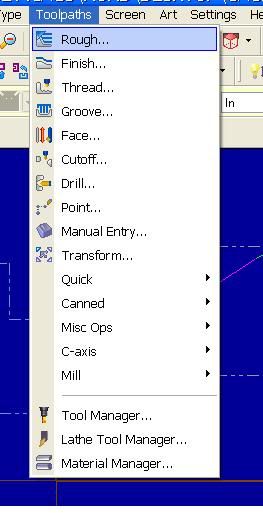
Chọn Rough toolpath để tiến hành gia công thô.
Chọn hướng chạy dao kiểu chain
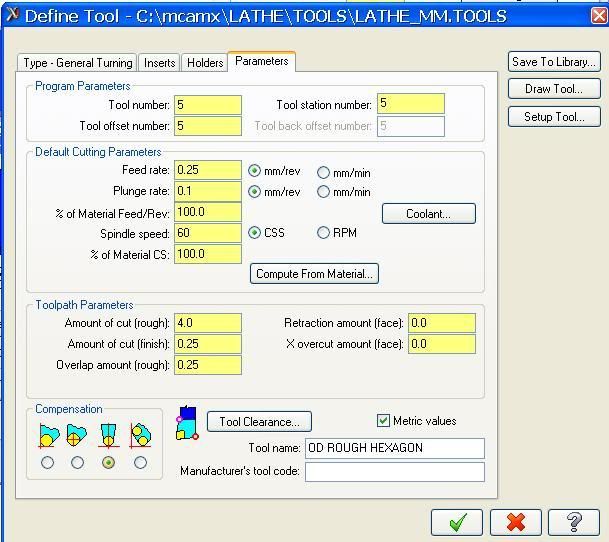
Chọn kiểu dao và chỉnh sửa theo ý muốn
Chọn Insert tương ứng loại cán dao (holder)
Chọn và nhập các thong số holder.
Trong parameter chọn kiểu bù dao compensation là dao tâm,nhập các giá trị về feed rate (0.12),Plunge rate (bước tiến xuống dao thẳng góc) 0.08.,mở nguội coolant (Flood),tốc độ trục chính (spindle speed) 650.Các thong số này có thể nhập lại trong tab Toolpath Parameter,có thể bỏ qua bước này.
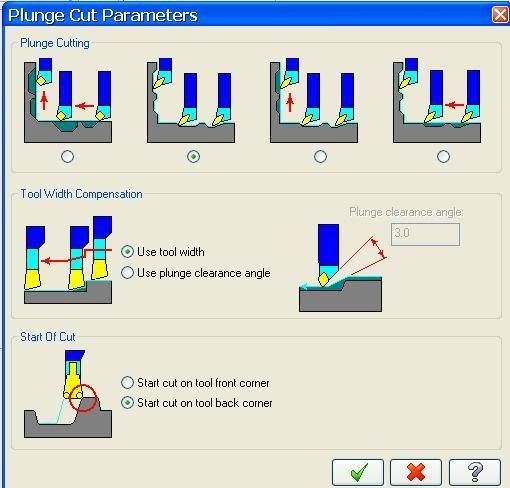
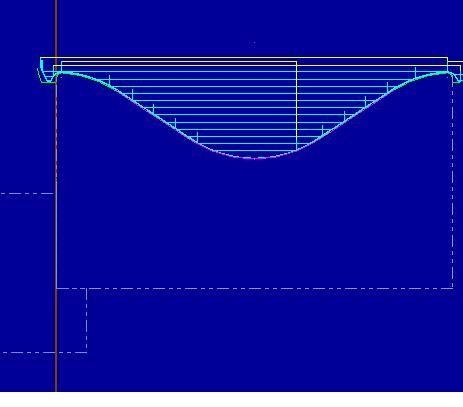
Chọn kiểu chạy dao ZigZag,chiều sâu phá thô 1.5 lượng dư chừa lại cho pass semi (bán tinh) là 0.2mm. Trong hộp thoại Senmi finish nhập lượng dư chừa lại cho gia công tinh là 0.1 theo trục X và Z. Kiểu vào dao Lead in -90,ra dao +90.Chọn chế độ gia công rãnh nếu có.

Kết quả
TIẾP PHẦN 2>>>
Nguồn: Linkin – Vinamech.com_
Tags: tien
